
News
- 2023-06-08
- 491
- 5 Comments
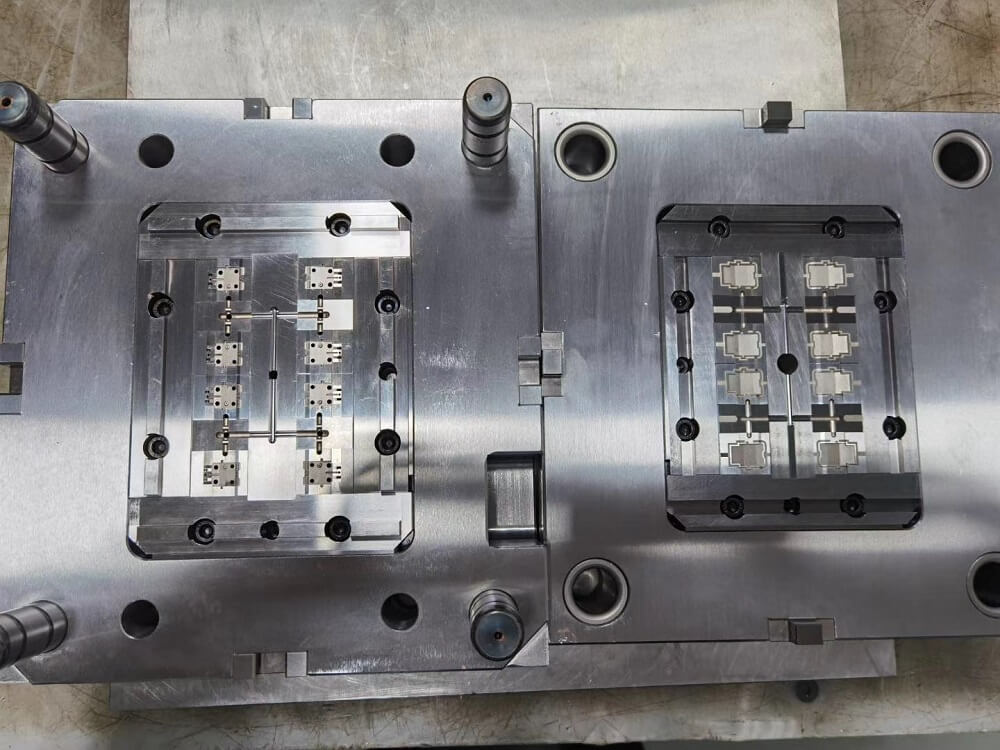
Precision mold processing mold manufacturing process
Precision mold processing

Precision mold processing process/Precision mold manufacturing process processing details:
1. Core processing details:
1) Roughing flying six sides: machining on the milling machine to ensure perpendicularity and parallelism, leaving a grinding allowance of 1.2mm
2) Rough grinding: large water grinding processing, first grinding the large surface, with a pinch to grind the small surface, to ensure that the perpendicularity and parallelism in 0.05mm, leaving a margin of 0.6-0.8mm on both sides
3) Milling machine processing: First correct the milling machine head to ensure that it is within 0.02mm, correct and press the workpiece, first process the screw hole, the top pin hole, the wire hole, the insert needle countersunk head, the machine nozzle or the material nozzle hole, the shunt cone hole chamfer and then do the water transfer hole, milling R Angle.

4) Fitter processing: tapping, coding
5) CNC roughing
6) External heat treatment HRC48-52
7) Fine grinding; Large water grinding to negative 0.04mm, ensure the parallelism and perpendicularity within 0.02mm
8) CNC finishing
9) Electrical discharge machining
10) Save mold, ensure finish and control cavity size.
11) Processing gate, exhaust, zinc alloy under normal circumstances gate open 0.3-0.5mm, exhaust open 0.06-0.1mm, aluminum alloy gate open 0.5-1.2mm exhaust open 0.1-0.2, plastic exhaust open 0.01-0.02, as wide as possible, a little thin.

2. Processing of inclined top: used to deal with dead corners of the mold (reverse hook) parts. Pay attention to the assembly size during processing, and the requirements are extremely high.
3. Line processing: Line processing is used to deal with dead corners of the mold parts. Pay attention to the assembly size during processing, and the requirements are relatively high.
4. Insert processing: inserts are produced for the convenience of processing, and under normal circumstances, the insert is removed after the mold. For example, inserts are often removed from the insert/touch position of some molds, because those positions are often worn, and it is easy to repair the mold after removing inserts.

5. Front and back mold water (water) : water is the cooling system of plastic mold. It is processed by drilling machine.
6. Post die thimble position hole: thimble is the core part of ejector ejector mechanism. It has high requirements for top pin hole processing. The thimble is a standard part and can be selected as needed.
7. The processing of front and back mold line position to avoid vacancy: the so-called vacancy avoidance is the space that must be left for the line position in the process of opening or closing the mold. When processing, the size of the row should be considered, and the assembly process should be carried out.

Mold processing process:
① Casting process zinc alloy casting, low melting point consensual casting, beryllium copper consensual casting and synthetic resin casting.
② Cutting processing ordinary machine tool processing, copying milling processing, forming grinding processing engraving, CNC machine tool processing.
③ Special processing electrical processing (electrical discharge, wire cutting, electrolysis) corrosion processing ultrasonic processing.
④ Roughing to remove most of the surplus for the purpose.
⑤ Finishing makes the workpiece achieve higher processing accuracy and surface quality.
⑥ Finishing and polishing, guide column, guide sleeve grinding.
Related Posts

- Precision Irrigation mold cavity and spare parts
- zefu-mold
- 1167
Precision Multi-cavity Injection Mold for Irrigation Part
Explore More





