
News
- 2024-11-25
- 1864
- 5 Comments
What are the techniques for adjusting mold gap?
Adjusting the mold gap is a highly technical job, which directly affects the service life of the mold and the molding quality of the product. The following are several commonly used mold gap adjustment techniques:
Shim method:
Place paper, metal sheets or molded workpieces with uniform thickness and equal to the gap value around the die edge, then slowly close the mold, and adjust the gap by tapping the punch fixing plate until it is uniform. This method is suitable for small and medium-sized punching dies, as well as drawing dies, bending dies, etc.
Copper plating method:
For punching dies with complex shapes and a large number of punches, a layer of soft metal (such as copper plating) can be plated on the surface of the punch, and the coating thickness is equal to the single-sided punching gap value, and then adjusted, fixed, and positioned. This method can improve the uniformity of the assembly gap.
Coating method:
Apply a thin film such as magnetic paint or amino alkyd paint on the surface of the punch. When painting, choose paint of different viscosities according to the size of the gap, or control its thickness by multiple coatings, and then bake until the paint layer thickness is equal to the punching gap value and makes it uniform.
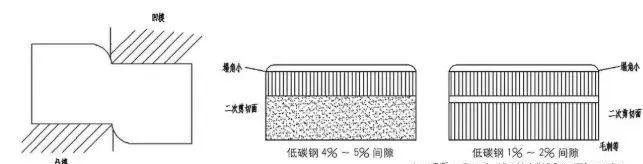
Light transmission method: After closing the upper and lower molds, illuminate from the bottom with light and observe the size of the light gap around the edges of the convex and concave molds to determine whether the blanking gap is uniform. If the gap is uneven, adjust, fix and position it. This method is suitable for thin-material blanking molds and has high requirements for assembly fitters.
Process size method: When manufacturing the punching punch, the length of the punch is appropriately lengthened, and its cross-sectional size is increased to a sliding fit with the concave model hole. During assembly, the front end of the punch enters the concave model hole, naturally forming a blanking gap, and then fix and position it, and then grind off the extended section of the front end of the punch.
Dynamic control method: In the design and manufacturing process of the mold, add some adjustable devices (such as adjusting screws, springs, etc.), and control the size of the gap by adjusting the position and strength of these devices.
Adaptive control method: Use sensors and control systems to monitor parameters such as temperature, pressure, vibration, etc. in the mold and molding process in real time, and automatically adjust the size of the gap according to the monitoring results to ensure the size and quality of the molded parts.
The selection of the appropriate gap adjustment method needs to be determined based on the specific type of mold and production requirements to ensure the accuracy of the mold and the qualified rate of the product.
Related Posts

- Precision Irrigation mold cavity and spare parts
- zefu-mold
- 1323
Precision Multi-cavity Injection Mold for Irrigation Part
Explore More





