
News
- 2023-12-27
- 546
- 5 Comments
Mold Cavity Injection Molding Right for Your Project?

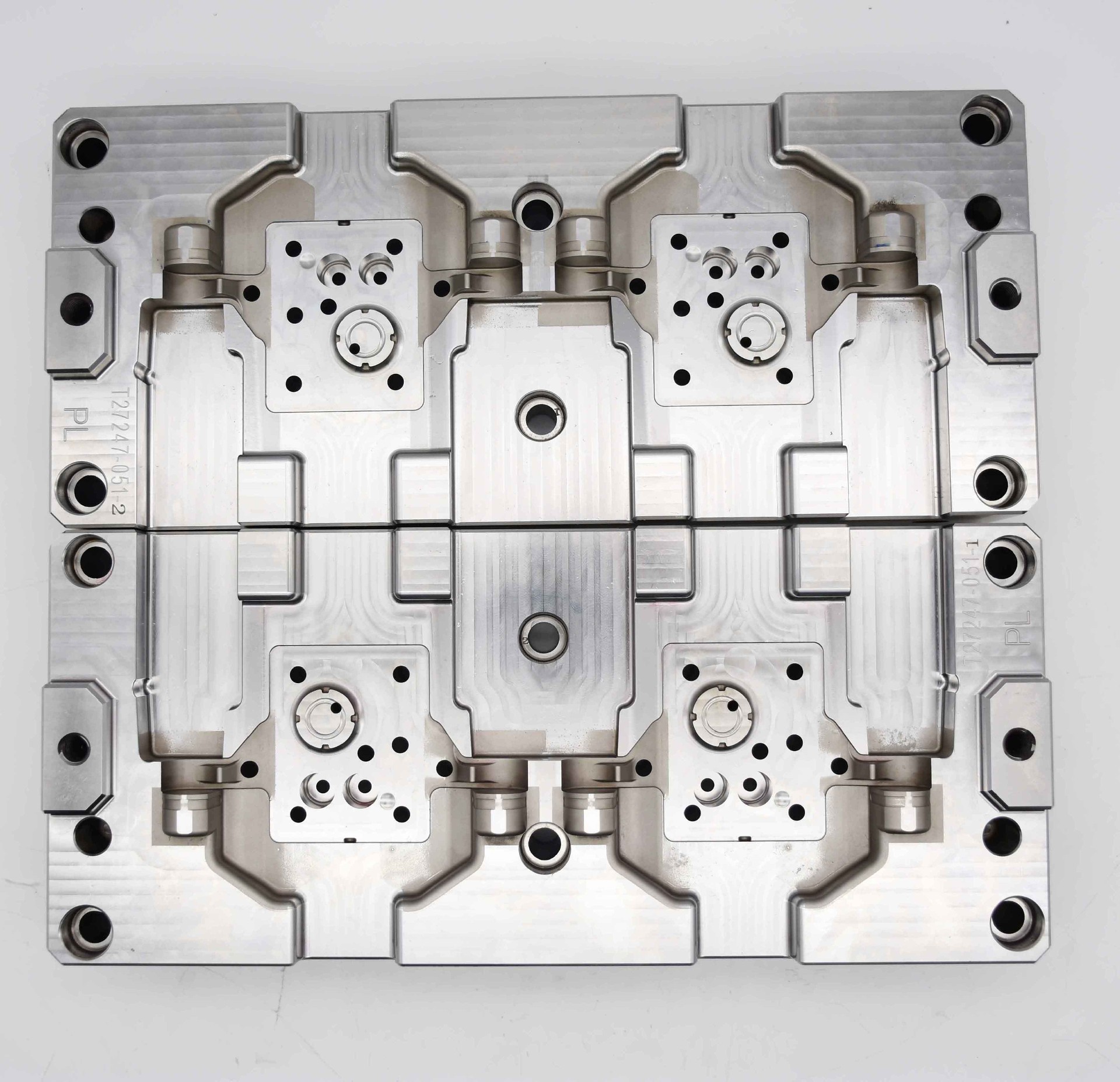
The mold core is the core part of the plastic mold. Its processing difficulty, precision, and material selection requirements are very high. It is a type of mold forming part. The mold kernels include the former mold kernel (also called static mold kernel) and the rear mold kernel (also called dynamic mold kernel). The English name of the former mold kernel is CAVITY, and the English name of the rear mold kernel is COR.
The selection of materials for mold cores generally requires consideration of the following points:
1. Material characteristics of plastic products. For example, if some plastic materials are corrosive, mold core materials with abrasion resistance should be selected.
2. Appearance requirements of plastic products. For example, if the appearance of the product is required to be mirror surface, the material with good polishing effect should be selected. If the appearance of the product is textured surface, the mold core material with good texture processing effect should be selected.
3. According to the customer's requirements and the price of the mold, if the customer requires a high output, you can choose good materials, and the price cannot be low when quoting the mold. If the output is low, choose relatively inferior materials, and the price should not be too high.
Dynamic and static mold core processing technology
1. Prepare materials;
2. Milling machine processing: drilling water holes (the distance between the deepest part of the water hole plug and the transverse water hole is 3-4mm), threading holes, drilling and tapping screw holes, drilling and reaming ejector pin holes, mold number, reference angle , hang the platform and give way;
3. CNC machining: rough machining;
4. Heat treatment processing: indicate hardness requirements;
5. Grinding machine processing: Grind hexagonal ruler, and grind the shape according to the size of the frame (if the mold core is one piece, the outer size is 0.03mm-0.05mm less than the drawing size. If the mold core is two pieces, the two mold cores must be put together. The sum of the overall dimensions in the upward direction is minus 0.03mm-0.05mm compared to the drawing size) ⊥0.01, ∥0.01. The parts that can be formed by grinder must be ground and formed;
6. If the mold core needs CNC finishing, arrange CNC finishing. If the mold cavity has fonts and mold numbers, they need to be engraving;
7. Wire cutting processing: medium wire processing insert holes, inclined top holes, thimble holes, spout holes, etc.;
8. Electrical discharge processing: Processing according to drawings and pulse instructions
9. Polishing processing: Write the roughness and requirements of polishing on the process flow card. Use a marker to mark the polished area on the workpiece. If there are mirror requirements, please follow the cycle.
Our company specializes in finishing mold cores. Please contact us if you need it. Thank you.
Related Posts

- Precision Irrigation mold cavity and spare parts
- zefu-mold
- 719
Precision Multi-cavity Injection Mold for Irrigation Part
Explore More





