
News

- 2023-08-28
- 1129
- 5 Comments
Process design of trimming die
Stamping die is a special process equipment that processes materials (metal or non-metal) into parts (or semi-finished products) in cold stamping processing, and uses the mold installed on the press to exert pressure on the material to produce separation or plastic deformation, so as to obtain a pressure processing method for the required parts.
According to the nature of the process stamping die can be divided into:
(1) Drawing die. It is a mold that makes the blank of sheet metal into an open hollow part, or makes the hollow part further change its shape and size.
(2) Trimming die. A mold that separates the material along a closed or open profile. Such as trimming die, punching die, cutting die, cutting die, blanking die, etc.
(3) Forming die. The blank or semi-finished workpiece is directly copied and formed according to the shape of the convex and concave mold, and the material itself only produces local plastic deformation of the mold. Such as expansion die, shrink die, flaring die, undulating forming die and shaping die.
(4) flanging die. The die that causes the blank or other blank to bend and deform along a straight line (flanging line) to obtain a workpiece of a certain Angle and shape.
Process design of trimming die
First, the structure and principle of trimming die
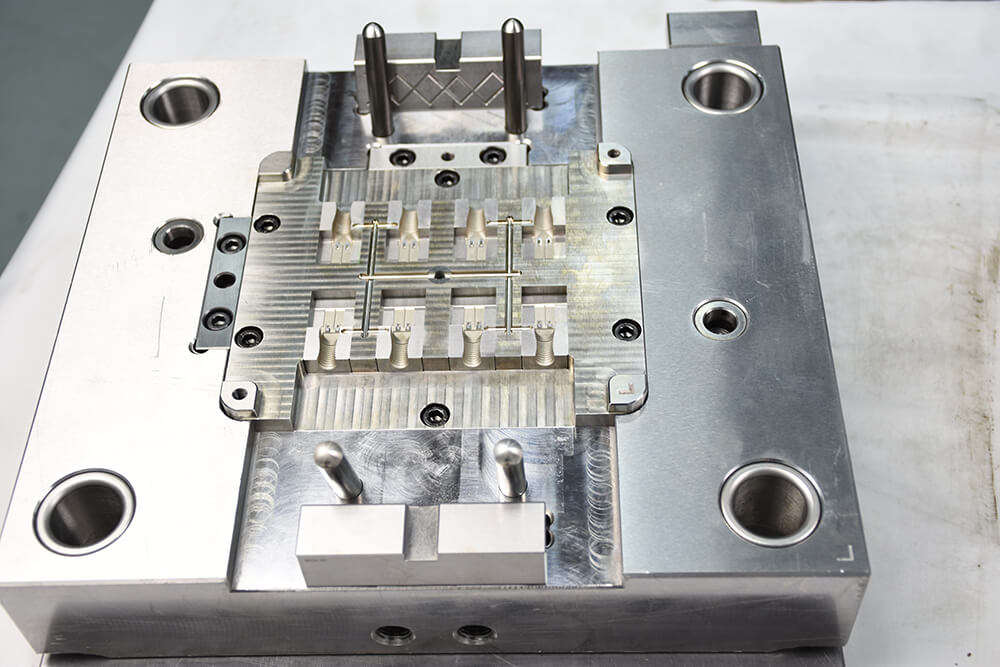
Trimming die is a die used to cut off the supplementary part of the drawing part and the excess part of the pressing surface. According to the direction of the trimming insert, it can be divided into three categories: vertical trimming die, oblique wedge trimming die and vertical oblique wedge trimming die. Under the premise of ensuring the uniform release of the shear stress of the parts, the rational arrangement of the mold design is fully considered to the shear stress, side force and impact force of the mold. The working process is as follows: the upper die is locked on the slide block of the machine tool, the lower die is fastened on the machine tool table, the drawing part is placed on the lower die of the die, and reasonable die stamping parameters and stamping times are set. The upper die mechanism moves downward, and with the downward movement of the slide block, the press core first presses the workpiece, and the slide block continues to move downward until the upper and lower die edge, punch and the concave die sleeve interact to separate the workpiece, and the separated waste and beans slide down the set slide (slide plate) to the bottom of the table. At the same time, the slider on the machine tool returns to the top dead center, and the blanking process completes a complete process. Because punching can not avoid the impact force, in order to reduce the impact force and prolong the service life of the die, polyurethane buffer blocks are added to the four corners of the die. The strength of the mold itself is also very important, so there are corresponding design requirements for each wall and reinforcement.
Two, trimming mold process design
Whether the process design of the trimming die is reasonable directly affects the quality of the stamping parts and the life of the die. Good process design saves the debugging time and the straight-through rate of the parts, and greatly improves the automatic production efficiency.
1. Trimming and punching limit operation design
The shape of the stamping part is different, and the shape surface of the trimming line (punching) is often a certain value with the bottom surface of the mold. When the Angle is greater than a certain Angle, it is necessary to design a diagonal wedge mechanism to trim the edge (punching) to ensure the life of the mold and the quality of the parts. Design basis: usually obtuse Angle, acute Angle ≤20. But more than 20 in the process. The shear surface is made into a plane, at this time, the subsequent sequence must be re-trimmed.
2. Trimming and punching clearance design
Blanking gap is the basic guarantee of high-quality parts, different materials and different material thickness, blanking gap is different. With the increase of material hardness and thickness, the blanking gap should be increased to different degrees. In addition, it is necessary to cooperate with a reasonable stamping frequency and regular maintenance of the mold, which are essential factors for stamping high-quality parts. Experience summary: punching surface l, 3 cut, 2/3 pull break is the best punching gap, at this time, not only to ensure that there is no burr, but also to ensure the use of cutting edge and reduce maintenance cycle.
3. Separation and cutting process
This process separates the waste and then cuts it. Mainly used in front and back door plate, top cover plate, machine cover plate and other large plate. The advantages of this kind of process are: reduce the generation of material slag in the trimming process, and prevent the cutting of the parts after the trimming residue. The general process is that the waste knife is 3 ~ 5mm lower than the separating trimming line, and the trimming surface is close to the inside. Or trim knife block splicing place to do about 3mm height difference. The separation process should comprehensively consider the mold structure and size, and pay attention to the reference machine tool process parameters.
Related Posts

- Precision Irrigation mold cavity and spare parts
- zefu-mold
- 1153
Precision Multi-cavity Injection Mold for Irrigation Part
Explore More





