
News
- 2023-11-06
- 640
- 5 Comments
Injection mold and hot runner
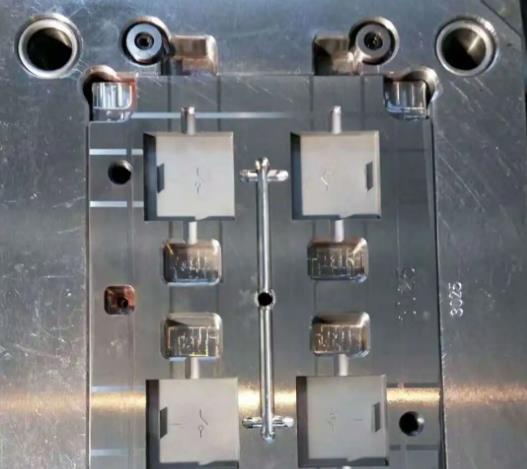
Injection mold is composed of A number of steel plates with various parts, basically divided into: A molding device (concave die, punch)
B Positioning device (guide post, guide sleeve) C fixing device (I-plate, code die pit) D cooling system (water carrier hole) E constant temperature system (heating pipe, heating wire) F runner system (nozzle hole, runner slot, runner hole) G ejector system (thimble, ejector rod)

Moulds can be divided into three types according to the different pouring system:
1, large nozzle mold: the runner and gate on the parting line, and the product in the mold opening together with the mold, the design * simple, easy to process, low cost, so more people use large nozzle system operation.
2, fine nozzle mold: the runner and gate are not on the parting line, generally directly on the product, so it is necessary to design more than a group of water parting line, the design is more complex, processing is more difficult, generally depending on the product requirements and choose the fine nozzle system.
3, hot runner mold: The structure of this kind of mold is roughly the same as that of the fine water mouth, its ※ The main difference is that the runner is in one or more hot runner plates with constant temperature and hot mouth, no cold material demoulding, the runner and gate are directly on the product, so the runner does not need demoulding, this system is also called no water mouth system, which can save raw materials, suitable for the situation of expensive raw materials and high product requirements, and the design and processing are difficult. The mold cost is higher.
Hot runner system, also known as hot runner system, is mainly composed of hot gate cover, hot runner plate, temperature control box. Our common hot runner system has two forms of single point hot gate and multi-point hot gate. A single point hot gate is a single hot gate sleeve that directly pours molten plastic into the mold cavity, which is suitable for a single cavity and a single gate plastic mold; The multi-point hot gate is to branch the molten material into each hot gate sleeve through the hot runner plate and then enter the mold cavity, which is suitable for single cavity multi-point feeding or multi-cavity mold.

Advantages of hot runner system
1, no water mouth material, no need for post-processing, so that the entire molding process is completely automated, save working time, improve work efficiency.
2, small pressure loss. The temperature of the hot runner is equal to that of the injection molding machine nozzle, which avoids the surface condensation of the raw material in the runner, and the injection pressure loss is small.
3, the reuse of nozzle material will degrade the plastic performance, and the use of hot runner system without nozzle material, can reduce the loss of raw materials, thereby reducing the cost of products. The temperature and pressure in the cavity are uniform, the stress of the plastic parts is small, the density is uniform, and the product is better than the general injection molding system under the smaller injection pressure and the shorter molding time. For transparent parts, thin parts, large plastic parts or high requirements of plastic parts can show its advantages, and can produce larger products with smaller models.
4, the hot nozzle adopts standardized and serialized design, equipped with a variety of optional nozzle heads, good interchangeability. The electric heating ring with unique design and processing can achieve uniform heating temperature and long service life. Hot runner system equipped with hot runner plate, temperature controller, etc., compact design, variety, easy to use, stable and reliable quality.
The main technical key of hot runner application
A successful hot runner mold application project requires multiple links to ensure. Two technical factors are crucial.
One is the control of plastic temperature, and the other is the control of plastic flow.
1, the control of plastic temperature in the application of hot runner mold plastic temperature control is extremely important.
Many processing and product quality problems in the production process directly stem from the poor temperature control of the hot runner system. For example, the poor quality of the product gate when the hot pin gate method is used for injection molding, the difficulty of closing the valve needle when the valve gate method is used for molding, and the inconsistency of the filling time and quality of the parts in the multi-cavity mold. If possible, a hot runner system with multiple regional temperature control should be selected as far as possible to increase the flexibility and strain capacity of use.
2, plastic flow control
Plastic in the hot runner system to flow balance. The gate should be opened at the same time to synchronously fill the cavity with plastic. For the mold with large difference in weight of parts, the runner size design should be balanced. Otherwise, there will be some parts of the mold filling pressure is not enough, some parts of the mold filling pressure is excessive, too large flash quality and other problems. The size design of hot runner runner should be reasonable. The size is too small and the pressure loss is too large.
Related Posts

- Precision Irrigation mold cavity and spare parts
- zefu-mold
- 1153
Precision Multi-cavity Injection Mold for Irrigation Part
Explore More





