
News
- 2023-11-13
- 725
- 5 Comments
Design of injection mold for laptop fan shell
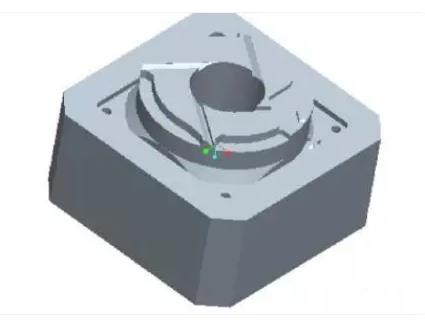
1. Plastic parts analysis
The product size of the laptop fan shell is shown in Figure 1. Its maximum external size is 80.0mm x 80.0mm x 20.0mm, the material is ABS, the shrinkage rate is 1.005, the weight is 21.9 grams, and the wall thickness of the plastic parts is uneven, with the thinnest part in the middle 1.2mm and the thickest part at the edge reaching 2.2mm. According to the requirements of the use of plastic parts, plastic parts shall not have various defects and shall not exist. In addition to dimensional tolerances, there are geometric tolerances such as parallelism, so the surface of the plastic part must be flat and not deformed. The center hole also has requirements for the verticality of the plane, which will affect the dynamic balance when the fan rotates.

The shape of the plastic part is square, the inner shape is round, each corner has a fixed screw hole, two diagonals for bone support, the other two diagonals for column support, there is a reverse buckle position on the sides, the need to design the side parting and core pulling mechanism, the difficulty of mold design is to reasonably design the gate and flow path, to avoid the deformation of plastic parts. The second difficulty lies in the rational design of lateral parting and core pulling mechanism. After analysis, the whole plastic part needs two Haval sliders to be able to release the mold smoothly.
2. Key points of mold design
1. Mold placement: According to the structure and size of the plastic parts, after review, the mold structure of 1 out of 2 is designed, and the mold embryo is the standard mold embryo of Longji LKM DCI4050
2. Gluing method; Because the glue point in the middle of the plastic part is thin and difficult to fill, the mold adopts a 4-point gluing method, and the glue is injected at the top of the plastic part.
3. The demoulding of plastic parts is ejected through the thimble, the thimble arrangement is shown in Figure 2.
4. Design of cooling water transport: the front die, the back die and the slider are designed to transport water, see mold figure 2.
5. Lateral parting and core pulling mechanism design: according to the shape of the plastic part, the slider is designed as a post-mold Haver slider, and the parting line of the two slides is a plane formed by the axis of the two pillars connected to the corner of the plastic part. In order to ensure the accuracy of the two sliding blocks, the interlock between the sliding blocks is designed.

The slide block is driven by the inclined guide column, and the inclined Angle of the inclined guide column is 23゜. Due to the large width of the slide block, the slide block contains more glue sites, and the locking force of the slide block in the side is large, so a backhoe needs to be designed at the bottom of the inclined wedge. The Angle and processing accuracy of the two inclined guide pillars must be consistent to avoid the slide block stuck and not smooth.
The structure of the plastic parts and the direction of the slider determine that the positioning of the plastic parts in the mold is inclined 45゜, and the mold design adopts the inclined 45゜ open precision frame in the horizontal plane. The advantages of this design are that the mold structure is compact, and more importantly, the shape of the plastic part is consistent with the shape of the mold, which is convenient for processing and mold size detection.

The shapes of the front and back molds are shown in FIG. 4 and FIG. 5 respectively. It can be seen from the figure that the front and back molds need to be processed with multiple electrodes for discharge processing. The three largest electrodes of the back molds are shown in FIG. 6, and the shape of these electrodes is also square. Mold design must pay attention to convenient processing.
Related Posts

- Precision Irrigation mold cavity and spare parts
- zefu-mold
- 1165
Precision Multi-cavity Injection Mold for Irrigation Part
Explore More





